
20 < d ≤ 355
ÖNEMLİ NOTLAR
– Aşağıdaki talimatlar adım adım izlenmelidir.
– Dar toleranslı boru kullanılması tavsiye edilir.
– Kaynatılabilir borunun SDR değeri EF manşon üzerindeki barkod etiketinde bulunmaktadır.
– Montaj teknisyeni büyük manşon montajı konusunda eğitilmiş ve sertifikalandırılmış olmalıdır
– PP, PVC gibi diğer boru malzemeleri ile kaynak yapılamaz.
– Montaj yapılacak bölgenin ortam sıcaklığı 0°C-45°C aralığında olmalıdır. Ortam sıcaklığı bu sınırlar içinde değilse mutlaka kaynak çadırı kurulmalıdır.
-Güvenlik açısından kaynak esnasında kaynak bölgesinden en az 1 mt uzakta durulması tavsiye edilir.

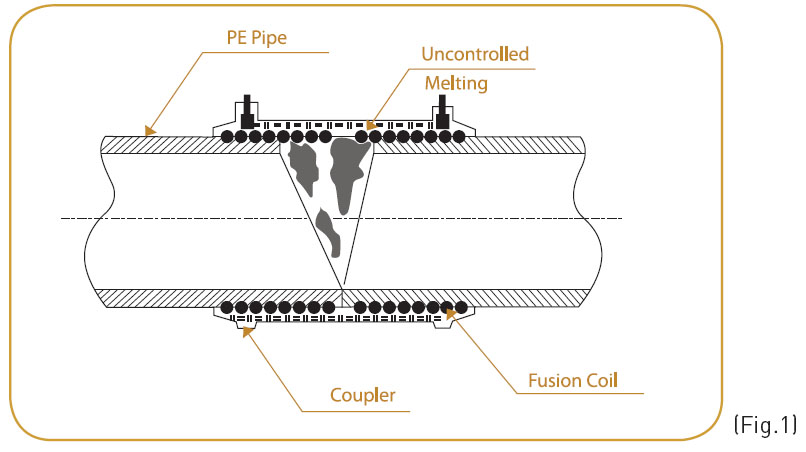
1. Borunun kesilmesi:
Boru, kendi ekseni ile dik açı yapacak şekilde kesilmelidir. Kesme işlemi için PE boru kesici veya plastik malzeme kesmek için uygun dişleri olan bir testere kullanılabilir. Borunun düzgün bir şekilde kesilmemesi, fitingdeki metal sargıların belli bölgelerde boruya temas etmemesine neden olur. Bu ise aşırı ısınmaya ve erimiş malzemenin kontrolsüz bir şekilde akmasına yol açabilir. (Fig. 1)
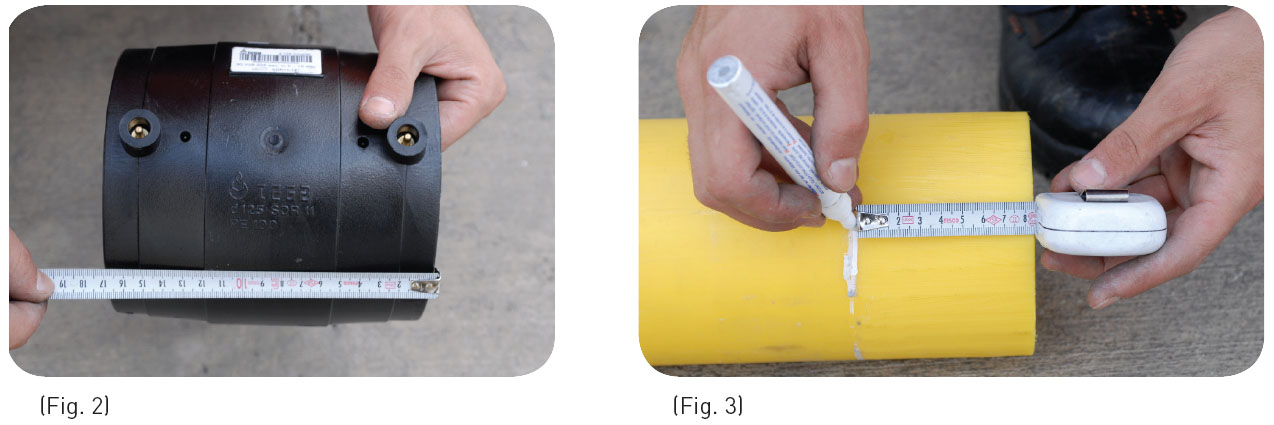
2. Kaynak alanının işaretlenmesi ve borunun kazınması:
Kaynak alanı, borunun manşonun içine gireceği derinlik olarak tanımlanabilir (manşonun ucundan orta noktasına kadar olan mesafe). Manşonun boyunu ölçün ve yarı uzunluğunu hesaplayın (Fig. 2). Hesaplanan uzunluğu bir kalem ile boru üzerinde işaretleyin. (Fig. 3)
Kaynak işlemine başlamadan önce, boru yüzeyinde oluşan oksitli tabakayı temizlemek için bir kazıyıcı yardımıyla boruyu kazıyın.(Fig. 4)


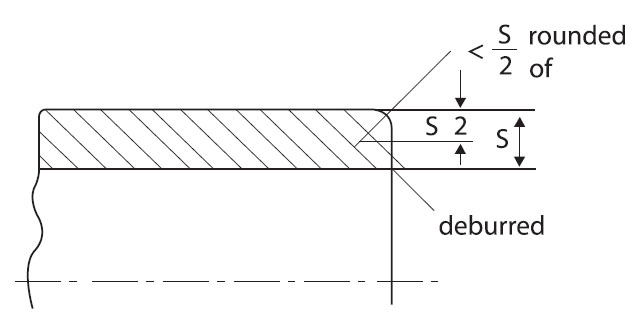
Oksitli tabakanın tamamen ortadan kalkması için borunun üzerindeki işaret silinecek ve talaş oluşacak kadar kazınması gerekmektedir. Yüzeyi kazınmış olan boruyu kirden ve istenmeyen hava şartlarından uzak tutmaya özen gösterin. Borunun ucunda oluşabilecek talaşlar bir kazıma bıçağı ile temizlenmeli ve köşeler yuvarlatılmalıdır. (Fig. 4).
3. Oval boruların düzeltilmesi:
Borular depolama esnasında dairesel formlarını kaybederek ovalleşebilirler. Borudaki ovallik boru dış çapının %1,5’inden fazla olmamalıdır. Aksi takdirde boru kelepçesi kullanılmalıdır.

4. Fiting yüzeyinin temizlenmesi:
Kaynak yapılacak boru ve fiting yüzeyleri temiz olmalı, yüzey üzerinde yağ, kir vs. olmamalıdır. Kaynak işlemine başlamadan önce, fitingin iç, borunun dış yüzeyini uygun bir temizleme maddesi ile temizleyin.Temizleme maddesi olarak izopropil alkol kullanılabilir. (Alkol içeriği hacimce %96’dan az olmamalıdır). Temizleme maddesini emici özelliğine sahip bir kağıt veya parçacık bırakmayan bir bez üzerine dökerek kullanın. (Fig. 5-6)

Temizlenmiş yüzeyleri kirden ve istenmeyen hava şartlarından uzak tutmaya özen gösterin.
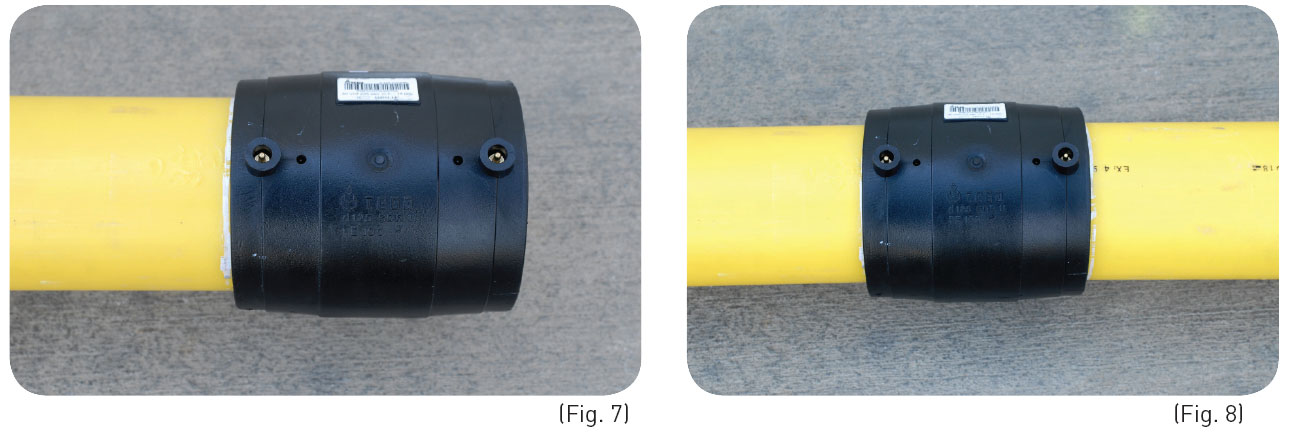
5. Borunun fiting içine yerleştirilmesi:
Birleştirme esnasında boru ile fitingi birbirine göre kesinlikle eğik tutmayın. Borunun işaretlenmiş bölgesi fiting içerisine rahatlıkla girebilmelidir. Bunun için gerekirse boruyu tekrar kazıyın. (Fig. 7-8-9-10)
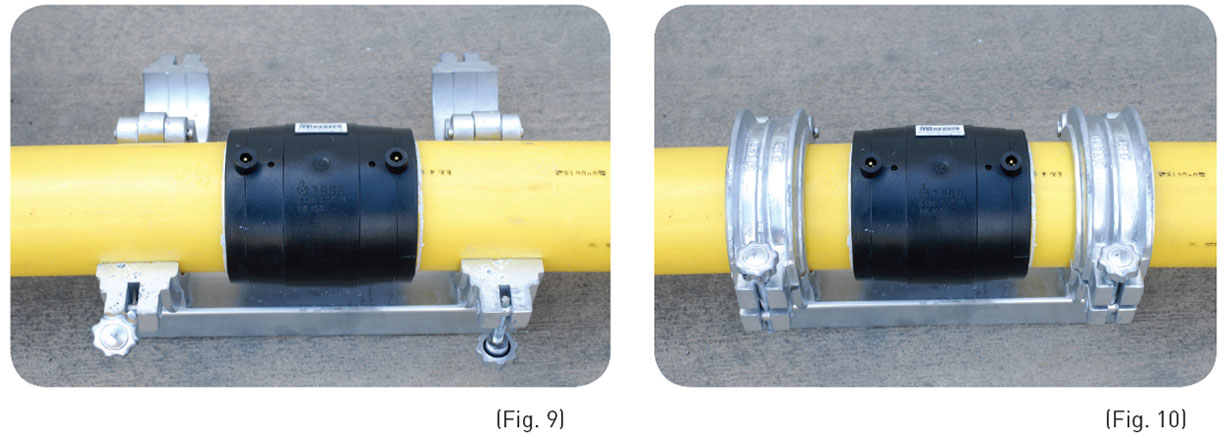
Boruyu fitingin içine sokarken fitingin kontak terminallerinin üstte kalmasına dikkat edilmelidir. Boru fiting içerisine yerleştirildikden sonra rahatlıkla döndürülebilmelidir. Borular eğilme gerilimine maruz kalmamalı ve fiting içerisinde kendi ağırlıklarını rahatlıkla taşıyabilmelidir. Borunun serbest uçlarına destek konulabilir.
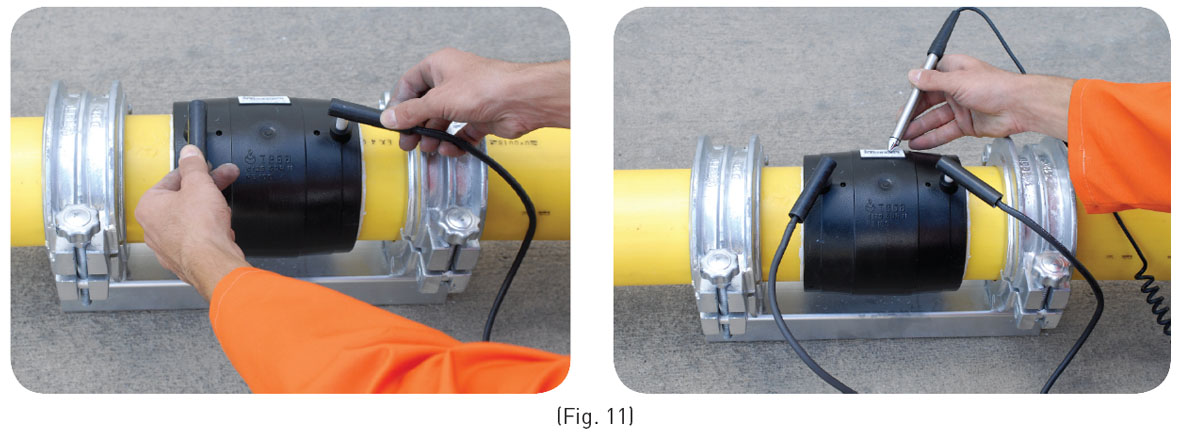
6. Kaynak işleminin yapılması:
Montaj talimatları adım adım izlenmiş ve herhangi bir problem yok ise kaynak işlemi universal bir EF kaynak makinesi kullanılarak yapılabilir. Bunun için, kaynak bilgilerinin manuel olarak veya bir barkod okuyucu yardımıyla kaynak makinesine girilmesi gerekmektedir. (Fig. 11)

Universal bir kaynak makinesi kullanın. Elektrofüzyon manşonların üzerinde kaynak indikatörleri (meme) bulunmaktadır. Kaynak işlemi başladıktan sonra dışarı çıkan bu memeler kaynak işleminin tamamlandığını gösterir. Kaynak işlemi esnasında herhangi bir hata oluşur ise eriyen PE malzeme etrafa sıçrayabilir. Bu nedenle güvenlik açısından, kaynak işlemi esnasında en az 1 m uzakta durmaya dikkat edin. Kaynak işlemi herhangi bir nedenle (enerji kesintisi, vb.) kesintiye uğrar ise kaynaklı parçanın soğuması için yeteri kadar beklendikten sonra kaynak işlemine devam edilebilir. TEGA Manşonlarının soğuma süreleri barkod etiketleri üzerinde verilmiştir.